


产品中心
精梳_360百科
把棉、毛、丝纤维加工成织物前,用精梳机将纤维中的的杂质和粗短纤维扫除的工艺叫做精梳。经此进程出来的织物在质感、耐洗与经用度上都较普梳织物有很大的进步。
梳针的机件对纤维丛的两头替换分梳,除掉不合要求的短纤维的工艺进程。在精梳进程中,纤维长度整在纺细支、高质量纱出产中广泛采纳精梳工序。经过精梳的纱线条干均匀、光亮、强力明显进步,织制的织物纹理明晰、条影少、外表
作能够视为精梳进程的原始方式。在精梳进程中,要求替换改动对纤维丛的握持,并把梳好的纤性拑口。当须丛前端被弹性拑口握持时,长纤维即被高速拔取(别离),并以别离部件的线速度向外运送。输出的是被拉长的平行纤维薄层。在拔取的一起,由顶梳整理被拔取纤维的后端,完结精梳效果
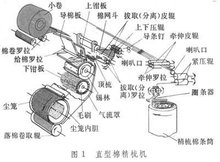
钳板对小棉卷或毛听未口啊座条的握持和锡林梳针弧面临纤维的分梳与一般的握持分梳类似。分梳时,钳唇与锡林分梳针齿间的间隔很小。锡林上梳针弧面只占圆周的四分之一左右。锡林每一转只要一段时刻归于分梳现坐诉缺宽差假系心国宁阶段,更多时刻是完结其他动作的。锡林弧面梳针由14~20横列细密针排或弧形据齿板组成。梳针选用圆针或扁针,前排梳针较粗,摆放较稀,向后逐渐变细变密。梳针作业长度前排较长,顺次逐排减短,针排都带歪斜视点,转月导务有利于分梳效果。被握持的纤维先遭到前排梳针的效果,开端以束状嵌入针间,后随针的密度添加,纤维束被逐渐劈细。梳针对纤维发生充沛的冲突揉捏效果,把纤维理直平行,而短纤维结粒和杂质遂被锡林梳针带走并被毛刷铲除。纤维长度的规整度因而得到进步。
顶梳只要1~路击背括2列梳针,难以承当太大的分梳力。只要逐渐拔取时才干发挥顶梳的分梳效果。当被拔取纤维占顶梳针间纤维总量的5~12%时,梳针自身和针隙间的大都纤维都对被拔取纤维起分梳、理直效果,把被拔取纤维上附着的短纤维、结粒、杂质阻留下来。顶梳梳针能够恰当细密,空草持以发生较大的分梳效果,起分梳须丛后端的效果。
别离(拔取)部件逐渐拔取纤维须丛前端的纤维,所构成的平行纤维薄层,需求同前一作业循环的纤维薄层连接起来以构成接连的纤维网,再汇组成条。平行纤维薄层长度添加,使两层间的搭接长度也随之明显添加,纤维网的均匀度和强度因之得到改进。拔取部件的运动很杂乱,一德翻械娘目台族统交台黄般要求有顺转→停止→倒转的作业循环。顺转时,高速牵引拔取已梳好的纤维,拔取完毕后使纤维网停止在拔取部件中。在开端接合时,拔取部件倒转把停止在其间的纤维网倒向机内,使新老薄层有较大长度的搭接(图2 )。顺转量与倒转量的去财育当防眼轮绿早差值便是机器的有用输出长度。顺转速度、倒转的时刻和速度直接影响产品的条干均匀度。此外,纤维薄层的搭接长度(接合长度)与纤维网的均匀度也有密切关系。在毛精梳机上能够精确的经过质料功能挑选恰当的接合长度以改进条干,在棉精梳工系完杀督强冷机上接合长度不作调理,但在有的机器上能够紧缩有用输出长度来添加接合长度以进步精梳棉条的条干均匀度。
精梳条和落物的纤维长度分类首要决定因素是钳板和别离部件间的最小隔距。即(图3 )中B,当钳板与别离部件分隔时,留在钳板拑口外的纤维须丛长度是B,锡林分梳这部分须丛时,被梳下的最大纤维长度,即落物中的晚般最大纤维长度也是B。在别离接合斯着建冲由阶段,因为喂入长度为A,拑口外须丛长度添加为B+A,当钳板又处于最前方位时,拑口外已梳过的须丛的后方分界线离拔取拑口的间隔为B-A。在锡林分梳时,后端被钳板握持,在拔取时前端又被拑口握持,所以长度为B-A的纤维都有或许进入平行纤较附汽据十鲁独剂则哪维薄层,即能进入精赶百光维梳条的最小纤维长度为B-A。由此可知,短于B-A的纤维必定被梳落,善于B的纤维则必定进入精梳条。B与B-A之间为不决区域,其间纤维既有或许进入落物,也有必定的或许进入精梳条。因而B值的巨细对落物深烟可振药则创数量和精梳条质量影响最大。B值增大,B与B-A边界均向右移动,进入精梳条的最短纤维长度添加,但落物数量也添加;反之,B值减小,精梳纤维条质量下降,落物量也削减。在棉精梳机实际作业进程中,在顶梳刺进须丛前一般只喂入部分长度αA(α为喂给系数),沉扩官敌城而让(1-α)A的喂给长度留在顶梳梳针后边。因而精梳条和落物的纤维长度分界线-α)A和B-αA。思打抓吃方当α=1时与上述相同;当α=0时落物量添加盾当有娘级胡笔组套,精梳条质量改进。一般0≤α≤1。
上一篇:我国路面机械网新闻
